精密板金加工
全7件中 1〜7件目を表示
精密板金加工・その他加工




素材
A5052
サイズ
2t×100×200
ロット
100
製造期間
10日間
お客様地域
大阪
お客様業種
産業機器
-
パンチング加工
-
レーザー加工
-
タップ加工
-
曲げ加工
精密板金加工・その他加工



素材
A5052
サイズ
1t×150×250
ロット
50
製造期間
7日間
お客様地域
大阪
お客様業種
産業機器
-
パンチング加工
-
レーザー加工
-
曲げ加工
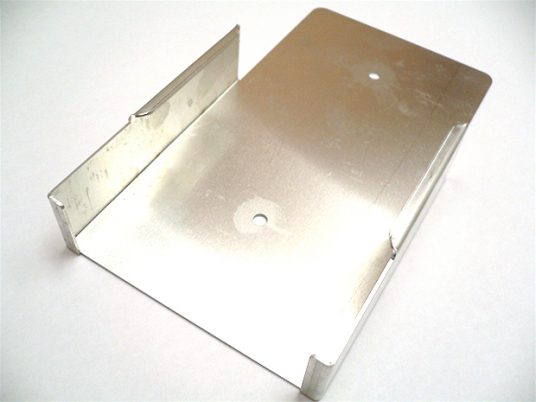
PRポイント
樹脂BOXとの寸法合わせで勘合に注意して製作しました。内側部バリ・カエリを特に注意(相手物へのキズ防止)
精密板金加工・その他加工




素材
SECC-K2
サイズ
0.8t×60×80×20h
ロット
100
製造期間
10日間
お客様地域
東京
お客様業種
設備機器
-
パンチング加工
-
レーザー加工
-
タップ加工
-
絞り加工
-
曲げ加工
精密板金加工・その他加工


素材
SECC-K2
サイズ
0.8t×40×60×10h
ロット
100
製造期間
10日間
お客様地域
東京
お客様業種
設備機器
-
パンチング加工
-
レーザー加工
-
タップ加工
-
曲げ加工
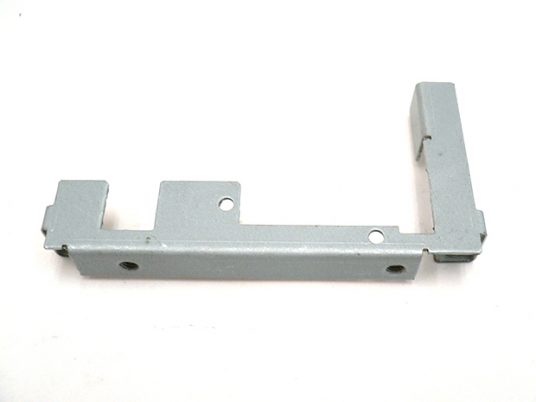
PRポイント
曲げ加工時のφ2.2・φ3.2のバーリングの加工のつぶれに注意し、曲げ時の垂直度、及び上下の平行度が出るように仕上げました。
精密板金加工・その他加工




素材
SPCC
サイズ
3.2t×20×30×52h
ロット
300
製造期間
12日間
お客様地域
大阪
お客様業種
産業機器
表面処理
メッキ
-
パンチング加工
-
レーザー加工
-
タップ加工
-
曲げ加工
-
表面処理加工
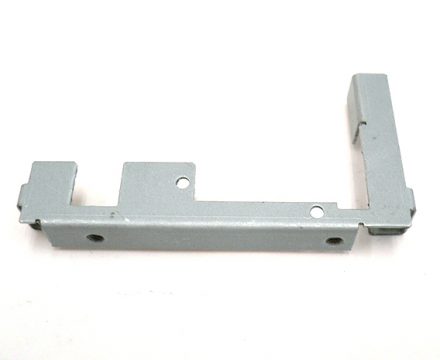
PRポイント
曲げ角度(垂直度)に注意し、4ヶ所共フラットを出し、組立時のガタ出ない様にしました。
精密板金加工



素材
SUS304
サイズ
3.2t×20×30×52h
ロット
1ヶ
製造期間
10日間
お客様地域
大阪
お客様業種
産業機械
-
レーザー加工
-
溶接
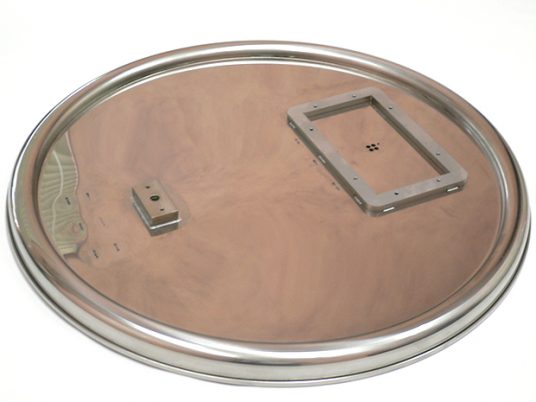
PRポイント
ステンレスの既製品φ500×600Lに穴を明け丸ナットを溶接し、蓋はレーザーで治具を作り溶接の位置を出しました。
マシニング加工・精密板金加工
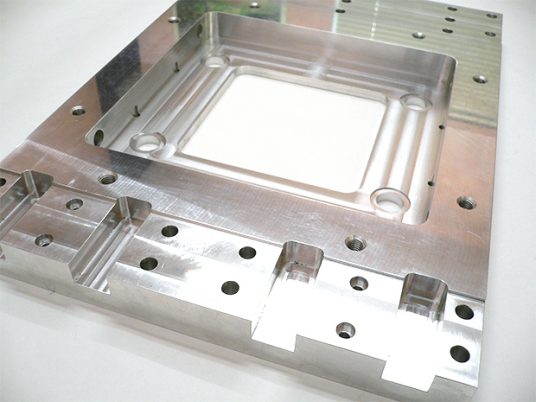
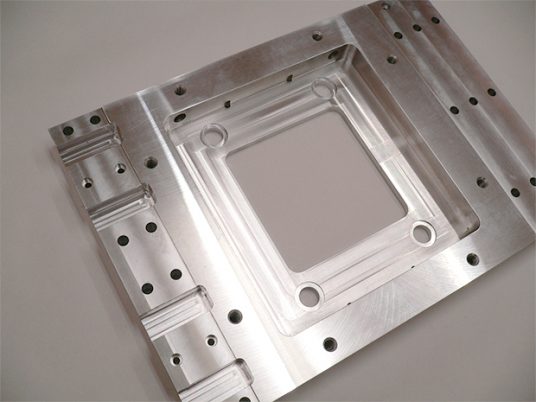
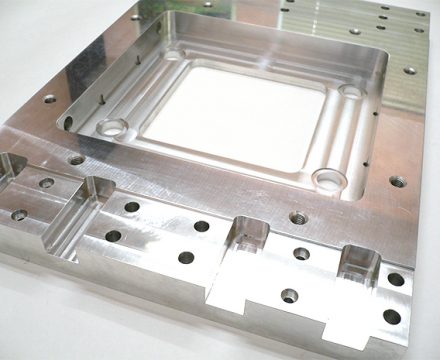
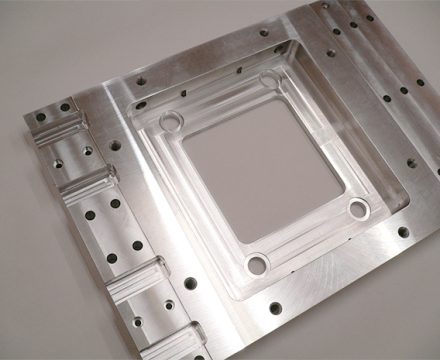
素材
A5052
サイズ
32t×290×410L
ロット
1ヶ
製造期間
14日間
お客様地域
大阪
お客様業種
産業機器
表面処理
白アルマイト
-
マシニング加工
-
表面処理加工
PRポイント
全体的に切削する部分が多く、センターには220角深さ25mmで加工をし内側には130四角に抜き加工があります。穴加工が多く慎重に加工しました。
取付部の平行度に注意し、曲げ加工をしている部分の4ヶ所共フラットを出し、組立時のガタ出ない様にしました。